

Steel Grit

Zehmetiya Berdest:
GP: HRC46-50
Berhemên ku ji nû ve hatine çêkirin bi goşeyê, gewrê hêdî hêdî di karanîna de têne qut kirin û ew bi taybetî ji bo pêşîgirtina çermê oksîdê maqûl e.
GL: HRC56-60
Ji gewrê pola GP dijwartir e, di heman demê de di dema avêtina guleyan de keviyên xwe yên tûj jî winda dike û bi taybetî ji bo sepanên amadekirina rûkalê guncan e.
GH: HRC63-65
Zehmetiya bilind, keviyên tûj di dema xebatê de dimînin, bi giranî ji bo alavên teqîna hewaya pêçandî têne bikar anîn.
Hêza hilberînê:
TAA teknolojiya Smelting û Double Quenching ya Arc Furnace qebûl dike, ku pêkhateya kîmyewî û hêza bilind, domdariya bilind, jiyana karûbarê dirêj garantî dike.
Daneyên Teknîkî: Steel Grit
| Pêkhatina Kîmyayî% | C | 0,85-1,2 |
| Si | 0,40-1,2 | |
| Mn | 0,60-1,2 | |
| S | ≤0.050 | |
| P | ≤0.050 | |
| Hardness | GP | HRC 46-50 |
| GL | HRC 53-60 | |
| GH | HRC 63-65 | |
| Density | ≥7.4 g/cm3 | |
| microstructure | Martensite an jî Troostite ya homojen | |
| Xuyabûnî | Angular | |
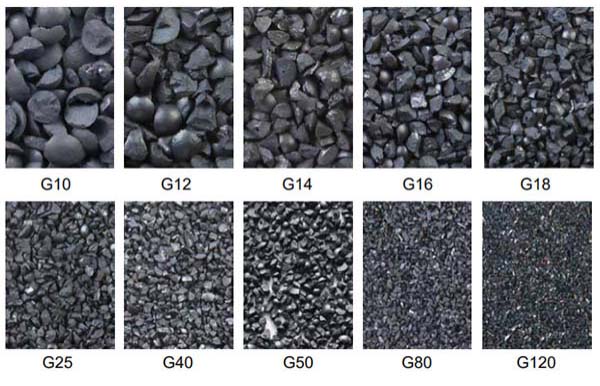
Dabeşkirina mezinbûnê
| Screen No. | In | Mezinahiya Screen | SAE J444 | |||||||||
| G10 | G12 | G14 | G16 | G18 | G25 | G40 | G50 | G80 | G120 | |||
| 6 | 0.132 | 3.35 |
|
|
|
|
|
|
|
|
|
|
| 7 | 0.111 | 2.80 | Hemû Pass |
|
|
|
|
|
|
|
|
|
| 8 | 0.0937 | 2.36 |
| Hemû Pass |
|
|
|
|
|
|
|
|
| 10 | 0.0787 | 2.00 | ≥80% |
| Hemû Pass |
|
|
|
|
|
|
|
| 12 | 0.0661 | 1.70 | ≥90% | ≥80% |
| Hemû Pass |
|
|
|
|
|
|
| 14 | 0.0555 | 1.40 |
| ≥90% | ≥80% |
| Hemû Pass |
|
|
|
|
|
| 16 | 0.0469 | 1.18 |
|
| ≥90% | ≥75% |
| Hemû Pass |
|
|
|
|
| 18 | 0.0394 | 1.00 |
|
|
| ≥85% | ≥75% |
| Gişt |
|
|
|
| 20 | 0.0331 | 0.850 |
|
|
|
|
|
|
|
|
|
|
| 25 | 0.0280 | 0.710 |
|
|
|
| ≥85% | ≥70% |
| Gişt Nasname |
|
|
| 30 | 0.0232 | 0.600 |
|
|
|
|
|
|
|
|
|
|
| 35 | 0.0197 | 0.500 |
|
|
|
|
|
|
|
|
|
|
| 40 | 0.0165 | 0.425 |
|
|
|
|
| ≥80% | ≥70% |
| Hemû Pass |
|
| 45 | 0.0138 | 0.355 |
|
|
|
|
|
|
|
|
|
|
| 50 | 0.0117 | 0.300 |
|
|
|
|
|
| ≥80% | ≥65% |
| Hemû Pass |
| 80 | 0.007 | 0.180 |
|
|
|
|
|
|
| ≥75% | ≥65% |
|
| 120 | 0.0049 | 0.125 |
|
|
|
|
|
|
|
| ≥75% | ≥60% |
| 200 | 0.0029 | 0.075 |
|
|
|
|
|
|
|
|
| ≥75% |
Bikaranînî
Paqijkirina teqînê: Ji bo paqijkirina teqînê ya avêtinê, bimirin, avêtinê tê bikaranîn;rakirina qûmê ya avêtinê, plakaya pola, pola tîpa H, avahiya pola.
Rakirina rust: Rakirina rustê ya rijandin, çespandin, plakaya pola, pola tîpa H, avahiya pola.
Sand blasting: Teqîna qûmê ji pola profîlek, panela keştiyê, panela pola, materyalê pola, avahiya pola.
Pêş-dermankirin: Pêş-dermankirina rûxarê, panelê pola, pola profîlê, avahiya pola, berî boyaxkirin an xêzkirinê.
berhemên Related
-

Low Carbon Steel Shot
Taybetmendiya hilberê Hêzkirina bilind, domdariya bilind, jiyana karûbarê dirêj.Şikestina kêm, toz kêm, qirêjî kêm.Kêmbûna alavan, jiyana dirêj a aksesûarê.Barkirina pergala paqijkirinê kêm bikin, dema karanîna alavên paqijkirinê dirêj bikin.Taybetmendiyên teknîkî Pêkhatina Kîmyayî% C 0,10-0,20% Si 0,10-0,35% Mn 0,35-1,50% S ≤0,05% P ...
-

Brown Fused Alumina
Taybetmendî Abrasive oxide Alumina xwedan serhişkiya bilind û goşeya tûj e, bi berfirehî hem ji bo teqandina şil û hem jî hişk tê bikar anîn, ji bo amadekirina rûkê profîla maqûl diafirîne.Abrasive oksîdê alumina ramanek e ku ji bo amadekirina rûkalê ku bêyî hesin daxwaz dike, medyaya abrasive diteqe.Abrasive oksîdê alumina bi kêzikên tûj û zencîreya bilind çîpên teqandinê yên bi karîgerî yên bilind e.Ew ji nû ve tê bikar anîn û dikare di cûrbecûr makîneyên teqînê de were bikar anîn....
-

pola carbon cut wire gule
Me li ser bingeha pêvajoya hilberîna kevneşopî di materyal û teknîkan de pêşkeftinek mezin çêkir.Bikaranîna têlê pola alloyek bi kalîte wekî substratê ku taybetmendiyên mekanîkî bilind dike û wê aramtir dike.Pêşvebirina pîşesazkirina têlkêşanê ya ku rêxistina navxweyî zexmtir dike.Başkirina pêvajoya pasîvasyona kevneşopî ya ku bi tevahî xwe dispêre bandorkirinê da ku zirarê di dema teqînê de kêm bike…
-

Aluminum cut wire
Pîşeya têla birrîna aluminiumê jî wekî guleya aluminiumê, berikên aluminium, granulên aluminium, pelletên aluminiumê jî tê binav kirin.Ew ji têla aluminiumê ya bi kalîte hatî çêkirin, xuyang geş e, medyayek îdeal e ji bo paqijkirin û xurtkirina rûyê perçeyên avêtina metalên neferr.Ew bi giranî ji bo dermankirina rûyê hilberên Aluminium, Zinc an perçeyên xebatê yên bi dîwarê zirav di makîneya teqîna gulebaranê de tê sepandin.Berhemên Daneyên Teknîkî Alum...
-

Bearing grit pola
Li gorî qeraxa pola ya kevneşopî ya ku ji hêla pelçiqandina guleya pola ve hatî çêkirin, girêka pola hilgirê xwedan Taybetmendiyên jêrîn e: Materyalên xam Kevirê pola hilgir ji hêla pola hilgirê Kromê ve tê çêkirin ku ji ber naveroka wê ya zêde ya Chromium xwedan şiyana hişkbûna baş e.Kevirê pola Hilgirtina Teknolojiyê bi pelçiqandina pola hilgirên çêkirî rasterast ku ji kêmasiyên avêtinê bêpar e, tê çêkirin.Kişandina kêm Rewşa çalkirî ya ku girêka pola hilgirtiye û bi keviyên tûj ve ...
-

Abrasives medya Sponge
Abrasîvê medyaya spong komek medyaya ziravî ye ku bi sponga uretanê wekî zeliqandî ye, ku kapasîteya ragirtinê ya spongeya uretanê bi hêza paqijkirin û birrîna medyaya teqîna kevneşopî re dike yek.Ew di dema bandorê de dişewite, bi hin û profîlên ku hatine afirandin, abrasives li ser rûyê erdê radixe.Dema ku ji rûxê derkeve, spong vedigere mezinahiya birêkûpêk û valahiyek çêdike ku piraniya gemaran vedigire, û ji ber vê yekê saxlemiyê baştir dike ...





